红胶推力异常?这份排查清单帮你省下80%排查时间
推力不过、时好时坏、整批报废……别急着换胶,先按这份清单查一遍
一、先判断:推力多少算“异常”?
推力测试前,先确认你的数值是不是真的有问题。
测试条件:红胶完全固化后,推力计与PCB呈 45度角,从元器件长边方向推。
元器件推力合格标准(单位:kgf)
| 元器件类型 | 合格值 | 临界值 | 异常值 |
|---|---|---|---|
| 0603/0402 chip | ≥1.2 | 1.0–1.2 | <1.0 |
| 0805/1206 chip | ≥1.5 | 1.2–1.5 | <1.2 |
| SOD-123二极管 | ≥2.0 | 1.5–2.0 | <1.5 |
| SOT-23三极管 | ≥2.0 | 1.5–2.0 | <1.5 |
| SOP-8 IC | ≥2.5 | 2.0–2.5 | <2.0 |
低于异常值 → 必须停机排查
二、按顺序排查(别跳步)
第一步:固化条件(50% 的异常来自这里)
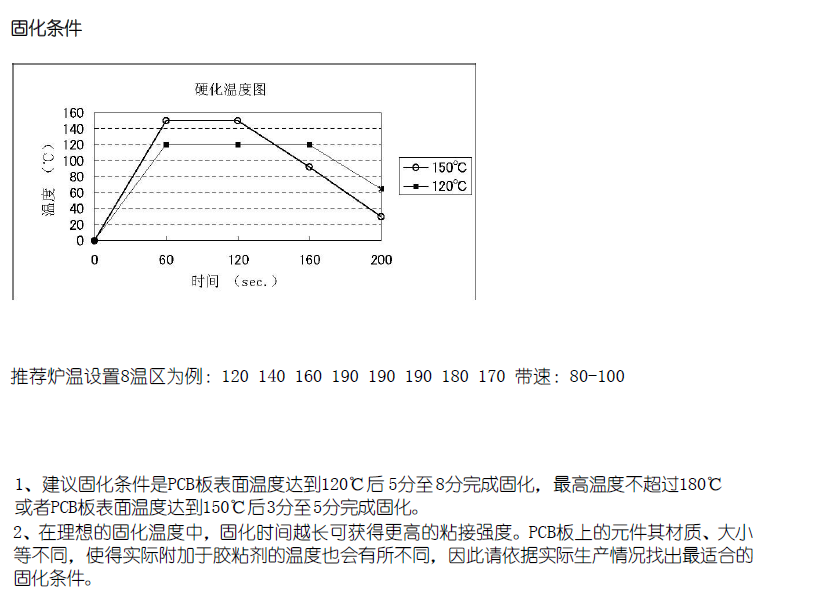
1. 回流焊炉温曲线是否达标?
- 150℃以下缓慢升温
- 125–135℃ 保持 90–120 秒
- 峰值<120℃ 或 >150℃ → 推力明显下降
✅ 行动:导出炉温曲线,对比红胶TDS
2. 固化时间够吗?
- 总加热时间 ≥5 分钟
- 链速过快 → 炉内不足4分钟 → 风险高
3. 炉内温度均匀吗?
- 中心与边缘温差>10℃ → 部分固化不足
✅ 行动:测量PCB不同位置实际温度
第二步:点胶工艺(30% 的异常原因)
1. 胶点尺寸
- 直径 = 焊盘间距的 1/3 ~ 1/2
- 过小 → 推力不足;过大 → 溢胶
✅ 显微镜测量对比
2. 胶点高度
- 固化后 100–200μm
- 钢网堵塞 / 刮刀压力过大 → 胶量不足
✅ 检查钢网开孔,测刮刀压力
3. 胶点位置偏移
- 应覆盖元器件底部中心 60%以上
- 贴片偏移 / 点胶机坐标漂移
✅ 校正点胶坐标,检查贴片精度
第三步:PCB 与元器件(15% 的异常原因)
1. PCB表面污染
- 手指油污、助焊剂残留、防氧化喷雾
✅ 酒精擦拭后重测 → 推力恢复 = 污染问题→ 建议增加等离子清洗或酒精擦拭
2. 元器件底部不平整
- 引脚氧化 / 异物
✅ 10倍以上显微镜观察
3. 焊盘异常
- 氧化、镀层不均、过于光滑
✅ 粗糙度 Ra 建议 0.3–0.8μm
第四步:红胶本身(5%,最后查)
- 在有效期内
- 回温:冷藏取出后密封回温 2–4小时,12小时内用完
- 同一批次测试3块PCB,推力波动 >±15% → 联系供应商
三、快速诊断对照表
| 异常现象 | 最可能原因 | 快速验证 | 解决方案 |
|---|---|---|---|
| 推力整体偏低(<标准20%) | 固化温度/时间不足 | 测炉温曲线 | 提高峰值温度 / 降链速 |
| 同一PCB不同位置推力差异大 | 炉温不均匀 | 测多点温度 | 检查热风马达或发热丝 |
| 个别胶点推力低 | 胶点尺寸不足或偏移 | 显微镜检查 | 调整点胶参数 / 清洁钢网 |
| 胶点整块剥离PCB | PCB表面污染 | 酒精擦拭重测 | 增加清洁工序 |
| 元器件引脚脱离、胶点在引脚上 | 元器件底部污染或氧化 | 换一批元件测试 | 更换物料 / 增加清洗 |
最后一句建议
80%的推力异常,是固化条件 + 点胶工艺的问题。先查炉温,再查胶点,最后再怀疑红胶本身。
收藏这份清单,下次推力异常时,一条一条过。
(本文基于GDSOLID固德电子材料技术中心实验数据及行业通用IPC标准编写)
点赞(2)

暂无评论,快来发表第一条评论吧~