300毫秒的较量:如何驯服无铅无卤激光焊接的飞溅难题
一、工艺痛点:激光焊接为何“怕”无铅无卤?
激光焊接的加热时间通常仅 0.3–0.5秒,属于典型的瞬时热输入。当这一工艺与无铅无卤要求叠加时,主要暴露出四大问题:
1. 飞溅与锡珠
常规锡膏中的溶剂在毫秒级加热下急剧气化,体积膨胀将熔融焊料炸开,形成微小锡珠。这些锡珠一旦落入细间距引脚或连接器内部,几乎无法清除,直接导致短路风险或整板报废。
2. 润湿不良
无铅合金(如SAC305)的润湿性天然弱于有铅焊料。若助焊剂活性释放滞后于焊料熔化时刻,氧化膜未被完全去除,焊料已凝固——结果就是虚焊、假焊。
3. 无卤配方的活性妥协
去除卤素后,助焊剂的去氧化能力普遍下降。常见无卤有机酸在常规回流焊中够用,但在激光焊接的超短窗口内往往无法充分激发。
4. 空洞率偏高
激光焊接加热快、冷却快,熔融焊料中的气体若没有足够时间排出,就会在焊点内部形成空洞。行业通常要求空洞率低于25%,而精密微电子厂商的内部标准往往更严(<15%甚至<10%)。
二、解决思路:材料与工艺如何协同?
核心结论:激光焊接锡膏的问题,并非单一“锡膏好坏”所能决定,而在于“材料特性 + 工艺参数”的系统匹配。
助焊剂:分阶段释放设计
理想的激光锡膏应在毫秒级温度曲线内实现:
- 预热段(0–50ms) :溶剂温和挥发,避免爆沸;
- 熔化段(50–250ms) :主活性剂集中释放,完成焊盘清洁;
- 冷却段(250–300ms) :残留物快速固化,不包裹焊点。
助焊剂占锡膏总重量10–13%是常见范围,但具体配方决定了“毫秒级响应”的能力。
合金粉末:粒径与形貌是关键
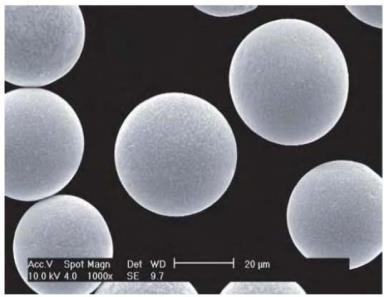
图:HL9008高球形度锡粉 SEM 照片(球形度越高,点胶一致性越好,氧化率越低)
- 20–38μm的粒径区间被实践证明综合表现最佳:既能满足0.3mm以下间距的点胶需求,又能保持较低氧化活性;
- 球形度同样重要——不规则粉末在针筒中容易卡滞,导致出胶量波动。
激光曲线:精细化调校
典型激光焊接曲线需要关注的变量:
- 升温斜率:过陡→飞溅,过缓→失去激光效率;
- 峰值温度:建议高于焊料熔点20–30℃(即240–250℃),既保证润湿,又避免IMC过厚;
- 熔融时间:维持50–100ms,为气体排出留出窗口。
首件验证 + 参数迭代,是从案例走向量产的必要步骤。
无卤条件下的绝缘保障
去除卤素后,必须严格控制离子污染度。行业通行标准:85℃/85%RH条件下加偏压168小时后,SIR仍应高于1×10⁸ Ω。 高端应用(车载、基站)往往要求潮解后SIR达到10¹⁰ Ω以上。
三、应用案例:从良率85%到98.5%
某国内摄像头模组(CCM)制造商,需在FPC软板上激光焊接微型连接器与0201电容电阻。要求:
- 激光点焊,焊接时间 ≤ 0.4秒;
- 无铅无卤锡膏;
- 焊后无可见锡珠(显微镜下);
- 空洞率 < 15%。
初始问题(使用某进口锡膏)
| 问题 | 表现 | 影响 |
|---|---|---|
| 锡珠 | 显微镜下可见,部分落入连接器引脚间隙 | 短路风险,返修困难 |
| 空洞 | X-ray检测空洞面积占比25–30% | 导热不良,可靠性下降 |
| 点胶波动 | 粘度不稳定,点胶体积CPK < 1.0 | 部分焊点虚焊 |
产线良率长期徘徊在85%左右。
解决过程
联合调试,从两方面入手:
锡膏更换:
- 采用宣城固德 HL9008(Sn96.5Ag3Cu0.5,熔点217℃,粒径20–38μm);
- ROL0级无卤,扩展率 > 88%,SIR潮解值5.1×10¹² Ω。
工艺优化:
- 激光加热时间调整为0.3秒,峰值温度225–235℃;
- 增加预热段能量占比,避免爆沸;
- 匹配锡膏粘度特性(60±20 Pa·s)调整点胶参数。
结果
| 指标 | 原锡膏 | 更换后 |
|---|---|---|
| 锡珠率 | ~8% | < 0.1%(实际无) |
| 空洞率 | 25–30% | < 10% |
| 点胶体积CPK | < 1.0 | > 1.33 |
| 产线良率 | 85% | 98.5% |
该方案已导入三个量产项目,累计出货超过200万片模组。
案例经验
- 锡珠问题的根源在于溶剂沸点与激光曲线的匹配度;
- 空洞率的改善依赖于助焊剂的气体排出设计与峰值温度的配合;
- 点胶一致性很大程度上取决于粉粒径分布和球形度;
- 良率提升永远是“材料+工艺”的组合成果。
四、产品技术参数参考(HL9008)
以下为案例中所用锡膏的关键参数,供有类似需求的工程师参考。
| 参数 | 实测值 | 核心结论 |
|---|---|---|
| 合金 | Sn96.5Ag3Cu0.5 | 熔点217℃,高银SAC305 |
| 粒径 | 20–38μm(主峰65.9%) | 无双峰,球形度高 |
| 助焊剂 | ROL0无卤,含量12±0.5% | 满足环保要求 |
| 粘度 | 60±20 Pa·s | 适用于点胶/印刷 |
| 扩展率 | > 88.0% | 优于常见80%标准 |
| SIR潮解值 | 5.1×10¹² Ω | 远高于1×10⁸ Ω门槛 |
| 储存/开封 | 0–10℃ / 60天 / 24小时 | 按规范操作 |
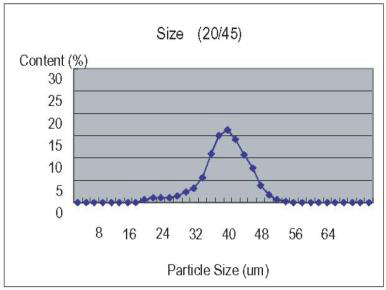
图:HL9008锡粉粒径分布(20–38μm主峰占比65.9%,无双峰)
适用工艺:激光点焊、HotBar、针转移、钢网印刷
适用场景:CCM模组、VCM马达、FPC软板、光模块、0201及以下封装
结语
无铅无卤激光焊接的核心命题是:助焊剂能否在毫秒级窗口内完成去氧化→润湿→凝固,同时不产生飞溅与残留。
对于正在导入或优化该工艺的制造企业,建议从三个维度入手:
- 评估锡膏的热响应特性——是否经过激光焊接专项设计;
- 验证粒径与粘度一致性——窄分布、高球形度是点胶工艺的前提;
- 留出工艺调试窗口——首件验证 + 参数迭代不可省略。
希望本文的工艺剖析与案例实践,能为同行业者提供有价值的参考。
(案例数据来源于量产验证报告,经脱敏处理;技术参数依据产品(HL9008)TDS及JIS标准测试。)

