BGA底部填充胶选型与工艺:参数、固化、返修,产线工程师看这篇就够了
BGA底部填充胶,SMT产线上不起眼但容易翻车的一环。
选错了,热循环后焊点开裂;工艺没控好,固化发白、填充不全;返修拆不下来,整块板子报废。
这篇直接给干货,不讲废话。以 GDSOLID GD5072 为例,参数、工艺、返修、常见问题,一篇讲清楚。
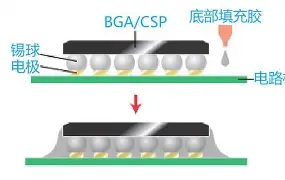
BGA芯片结构示意图
一、底部填充胶的四个作用
| 作用 | 说明 |
|---|---|
| 分散热应力 | 降低焊球在温循环中的剪切力 |
| 抗机械冲击 | 防止跌落、振动导致焊点开裂 |
| 防潮防腐蚀 | 隔绝水汽和污染物 |
| 补强薄弱焊点 | 边缘焊球额外支撑 |
产线常识:BGA可以不点胶,但点了胶的板子直通率明显更高。
二、选型参数(以GD5072为例)
| 参数 | 含义 | GD5072 典型值 |
|---|---|---|
| 黏度 @25℃ | 毛细流动速度 | 600 - 800 cP |
| 外观 | 目检 | 黑色液体 |
| 比重 | 点胶量计算 | 1.1 g/cm³ |
| Tg | 耐温上限 | 85℃ |
| CTE | 热匹配度 | 60 × 10⁻⁶ /℃ |
| 储能模量 | 刚度 | 1.1 GPa |
| 硬度 | Shore D | 80 |
选型红线:
- 黏度 > 1500 cP → 流不满,慎用
- CTE > 80 ppm/℃ → 热循环风险高
- Tg < 70℃ → 高温失效
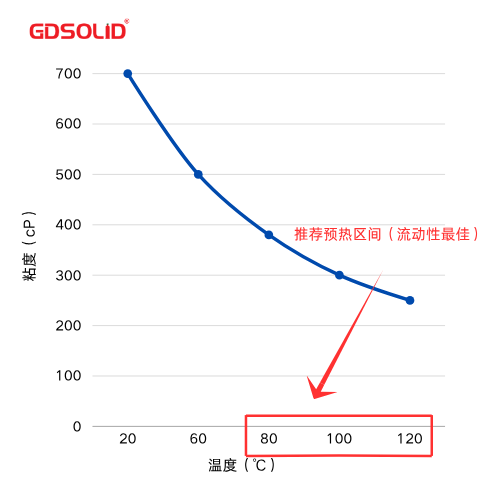
GD5072 黏度-温度关系曲线
三、固化条件
| 固化温度 | 固化时间 | 适用场景 |
|---|---|---|
| 150℃ | 5-8 min | 产线节拍优先 |
| 120℃ | 10-15 min | 热敏感器件 |
注意:固化时间是胶体达到设定温度后的时间。PCB厚度、铜层分布会影响实际升温曲线,首件必须验证。
四、产线工艺要点
4.1 预热
80-120℃预热,必做。不预热 → 黏度高、流动慢、气泡多。
4.2 点胶路径
- I型:狭长芯片,一边中点
- L型:方形芯片,一角
- U型:大面积芯片,三边
点胶后 5-10秒内 进加热区,否则“卡边不进”。
4.3 固化
按推荐温度和时间执行。别偷时间,150℃烤3分钟会导致固化不足。
4.4 除湿
PCB和芯片吸潮 → 固化时微爆孔 → 胶层发白。
80℃预热30分钟,标准动作。
五、返修流程(GD5072可返修)
加热至 180-260℃,分子链断裂,无损拆芯片。
| 步骤 | 操作 | 参数 |
|---|---|---|
| 1 | 加热 | 180-260℃,约1分钟 |
| 2 | 取芯片 | 镊子或吸嘴 |
| 3 | 清残胶 | 150-180℃加热板+刮刀 |
| 4 | 清洗 | 工业酒精 |
总返修时间 ≤3分钟,避免PCB受损。
六、常见问题与对策(产线速查)
| 问题 | 可能原因 | 对策 |
|---|---|---|
| 胶层发白 | 吸潮/固化不足 | 预热除湿,延长时间 |
| 填充不全 | 黏度高/预热不足 | 提高预热温度 |
| 气泡 | 点胶太快/PCB脏 | 降速,清洁焊盘 |
| 溢胶 | 胶量太大/黏度低 | 调小点胶量 |
| 拆不下 | 温度不够/时间短 | 确保260℃顶温 |
七、应用场景参考
| 应用场景 | 关键参数要求 |
|---|---|
| 消费电子 | 黏度600-800 cP,固化快 |
| 工控/医疗 | CTE < 70 ppm/℃,Tg > 80℃ |
| 车载电子 | 可返修,热循环稳定 |
| 高频返修 | 180-260℃软化 |
以上基于 GDSOLID GD5072 实测,产线请自行验证。
八、储存与操作
- 储存:2-10℃冷藏,勿冻结
- 回温:2-4小时至室温,防冷凝水
- 勿倒回:取出胶体不可倒回原包装
- 安全:戴手套护目镜,接触皮肤用肥皂水洗,入眼冲15分钟就医
九、总结(产线三句话)
- 选型:黏度、CTE、Tg
- 工艺:预热、路径、固化
- 返修:180-260℃、1分钟、3分钟
选对胶、控好工艺,BGA返修率降一半。
技术问题欢迎交流。如需支持,联系 宣城市固德电子材料有限公司(GDSOLID)。
GDSOLID 固德电子材料
📍 专注高端电子封装材料 | 国产替代 · 自主可控
📞 技术热线:134-1752-9810(微同号)
📧 邮箱:tech@gdsolid.com
点赞(2)

暂无评论,快来发表第一条评论吧~