激光焊接锡膏 vs 传统回流焊锡膏,SMT产线怎么选?
产线常见问题
激光焊接锡膏和传统回流焊锡膏,不是谁比谁好,而是服务于不同的工艺场景。
传统回流焊锡膏:整板加热,3-5分钟完成焊接,工艺成熟、设备普及
激光焊接锡膏:局部快速加热,300毫秒瞬间完成,适合热敏感器件和细间距焊接
GDSOLID HL9008 是一款专为激光焊接和 HOTBAR 工艺设计的无铅无卤锡膏。
产线怎么选?看这篇就够了。
一、核心参数对比
| 项目 | 传统回流焊锡膏 | HL9008 激光焊接锡膏 |
|---|---|---|
| 加热方式 | 整体加热 | 局部快速加热 |
| 焊接时间 | 3-5分钟 | 300毫秒 |
| 焊粉合金 | SAC305 | SAC305 |
| 熔点 | 217℃ | 217℃ |
| 焊粉粒径 | 25-45μm | 20-38μm(更细) |
| 助焊剂类型 | ROL0/ROL1 | ROL0(无卤素) |
| 扩展率 | >80% | >88.0% |
| 表面绝缘电阻 | >1×10¹² Ω | 5.1×10¹² Ω |
| 热敏感元件 | 风险较高 | 友好 |
结论:两者焊粉合金相同,但 HL9008 采用更细的焊粉粒径和专门优化的助焊剂体系。
二、HL9008 激光焊接锡膏的核心特点
1. 超快焊接速度
焊接时间可短至 300毫秒,适合节拍要求高的产线。
2. 无溶剂挥发,无锡珠残留
焊接后没有锡珠残留,省去清除锡珠的工序。
3. 高银含量,焊接可靠性高
采用 SAC305 无铅高银合金焊粉,适用于精密器件和难以上锡器件。
4. 无卤素,残留物极少
无卤素配方(ROL0级),残留物极少且呈透明状。
5. 多种工艺适应
可适应点胶、印刷及针转移等多种施胶工艺。
6. 细间距适用
采用 4-6#粉(20-38μm),可满足 0.3mm间距以下 焊接要求。
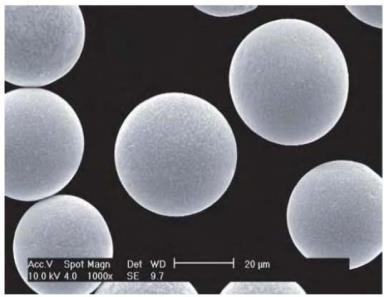
HL9008 锡粉SEM显微照片
三、适用场景
激光焊接锡膏适合:
| 场景 | 原因 |
|---|---|
| 热敏感元器件(LED、传感器) | 局部加热,无热损伤 |
| 高密度互连(0.3mm以下) | 细间距适用 |
| 异形板/厚板 | 无需整板高温 |
| HOTBAR工艺(FPC+PCB连接) | 快速焊接 |
| 难以上锡的精密器件 | 高银含量,润湿性好 |
传统回流焊锡膏适合:
| 场景 | 原因 |
|---|---|
| 大批量SMT生产 | 工艺成熟,设备普及 |
| 双面贴装 | 回流焊一次完成 |
| 成本敏感项目 | 设备投入低 |
| 无特殊热敏感元件 | 完全满足需求 |
四、工艺要点对比
| 工艺环节 | 传统回流焊锡膏 | HL9008 激光焊接锡膏 |
|---|---|---|
| 回温 | 2-4小时 | 4小时(倒置放置) |
| 开封后寿命 | 24小时 | 24小时(不可二次冷藏) |
| 储存温度 | 0-10℃ | 0-10℃ |
| 保质期 | 60-90天 | 60天 |
⚠️ 注意:激光焊接锡膏开封后不能重新冷藏,需一次性使用完毕。回温时倒置放置(出胶口朝下)。
五、选型速查表
| 你的情况 | 推荐 |
|---|---|
| 大批量SMT产线,无热敏感元件 | 传统回流焊锡膏 |
| 板上有LED、传感器 | HL9008 |
| HOTBAR工艺 | HL9008 |
| 细间距焊接(0.3mm以下) | HL9008 |
| 难以上锡的精密器件 | HL9008 |
| 成本敏感,已有回流焊设备 | 传统回流焊锡膏 |
六、总结
没有谁更好,只有谁更合适。
| 产品 | 优势 | 适用场景 |
|---|---|---|
| 传统回流焊锡膏 | 工艺成熟、设备普及、成本低 | 常规SMT大批量生产 |
| HL9008 | 局部快速加热、无热损伤、细间距适用、无锡珠 | 热敏感器件、HOTBAR、高密度互连 |
选型口诀:
- 常规产线 → 传统回流焊锡膏
- 热敏感器件 / 局部焊接 → HL9008
有选型或工艺问题,欢迎留言交流。
如需技术支持或样品测试,请联系 宣城市固德电子材料有限公司(GDSOLID)。
GDSOLID 固德电子材料
📍 专注高端电子封装材料 | 国产替代 · 自主可控
📞 技术热线:134-1752-9810(微同号)
📧 邮箱:tech@gdsolid.com
本文数据基于 GDSOLID HL9008 产品TDS及行业通用锡膏标准。
点赞(1)
评论 1

2026-05-23 18:30
